







| AYNA REVİZYON ve BAKIM |
1. GÖVDE
Ayna gövdesi üzerindeki (T) kanallar hassas ve paralel taşlanarak uygun ölçüye getirilir. Hareketli flanşın çalıştığı delik yüzeyi taşlanarak düzeltilir.
1.ASINMIŞ-ARKA-KANAL

2.TAŞLANMIŞ-ARKA-KANAL

3.TAŞLANMIŞ-ÖN-KANAL

2. HAREKETLİ FLANŞ
Ayna delik çapına uygun ölçüde hareketli flanş imal edilir ve ısıl işlem ile uygun sertlik verilir. Gövde delik ölçüsüne uygun ölçüde hassas taşlanarak gövde delik üzerinde alıştırılır.(T) kanallar taşlanır ve düzeltilir , çalışmaya uygun hale getirilir.
1.AŞINMIŞ KANAL

2.KANAL-TAŞLANMIŞ

3.TAŞLANMIŞ-ÖN-KANAL

3. TABAN AYAK
Gövde üzerinde ki (T) kanallara ve hareketli flanşın üzerinde ki (T) kanallara uygun ölçüde yeni taban ayaklar imal edilir ve uygun sertlik sağlanır. Önce gövde üzerinde ki (T) kanallara , daha sonra ise hareketli flanşın (T) kanallara , daha sonra ise hareketli flanşın (T) kanallarına uygun şekilde hassas taşlama yapılarak alıştırılır. Son kontrollerden sonra ayna çalışmaya hazır hale gelir.
1.ASINMIŞ TABAN AYAK

2.AŞINMIŞ TABAN AYAK

3.AŞINMIŞ TABAN AYAK
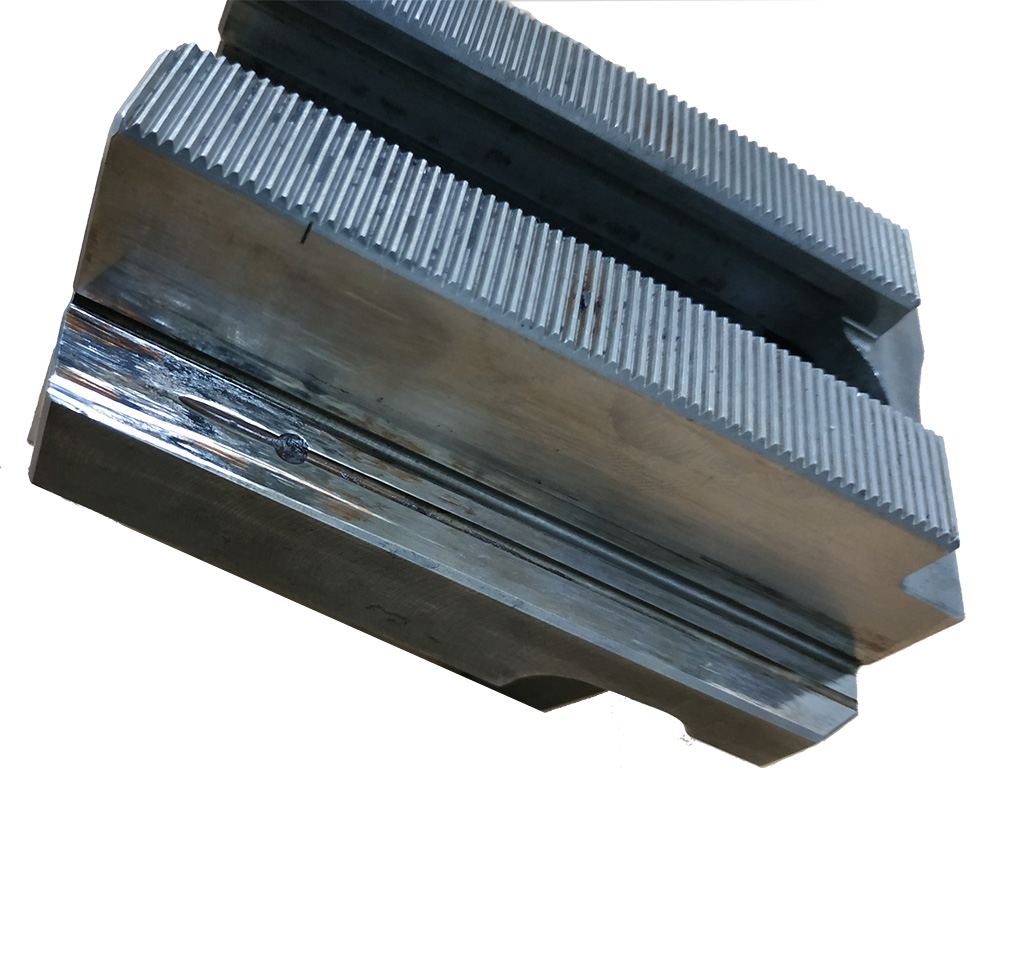
4.YENİ TABAN AYAK

5.YENİ TABAN AYAK

6.YENİ TABAN AYAK

SONUÇ
Günümüzde sanayide kullanılan CNC torna , işleme merkezleri ve özel tezgahlarda kullanılan hidrolik , pnömatik ile özel tasarlanmış aynalar zaman içerisinde bakımları yapılmadığından ve ağır çalışma şartlarından dolayı çabuk aşınarak boşluk oluşturulur. İşlevini tam olarak yapamaz hale gelir , bu durum performans düşüşüne neden olarak üretimde aksamalara sebep olur ve zaman kaybı oluşturur. Böyle durumlarda yüksek maliyetler ödenerek yeni aynı alınır veya değişik çözüm arayışına gidilir.
1.ALISTIRILMIS FLANS VE AYAK GRUBU
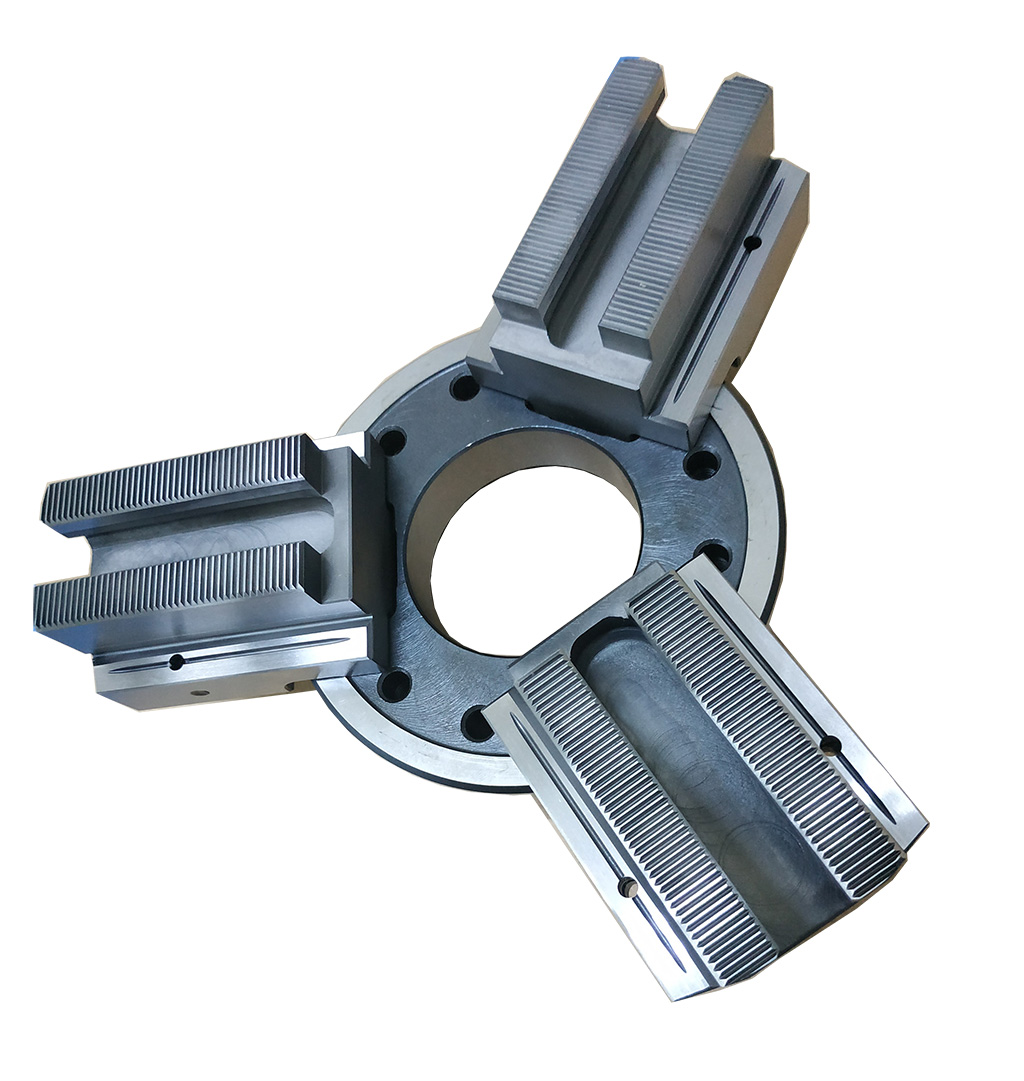
2.ALISTIRILMIS FLANŞ VE AYAK GRUBU

MONTAJ

Öztaş Hidrolik Ayna firmalara özel bir seçenek sunarak boşluk oluşturan yada çeşitli sebeplerden dolayı kullanılmayan aynalara revizyonu yaparak kullanıma uygun hale getirir ve bu işlem garantili yapılır. Böylece atıl durumdaki ayna firmaya tekrar kazandırır ve bütçesine de katkı sağlanır.